Our barrier films are engineered to provide exceptional protection against moisture, oxygen, and contaminants.
Utilizing multi-layer sheet technology, these films are ideal for a wide range of applications, including food packaging, pharmaceuticals, and industrial products.
They ensure extended shelf life and maintain product freshness, aligning with global standardsfor quality and safety.
Key Features:
Superior moisture and oxygen barrier properties
Multi-layer construction for enhanced durability
Compliance with international food safety regulations
Customizable solutions to meet specific packaging needs
Any Foods with the pouch can have a long shelf life without spoiled.
Specifications
Possible for retort processing(under 130’C / 1 hour) …. Heat Resistance, Good Appearance (No Orange Peel),High Impact Strength
Use various sauces, tuna. ham/sausage and etc.
Convenient disposal after use : easily flattened and no dangerous sharp edge
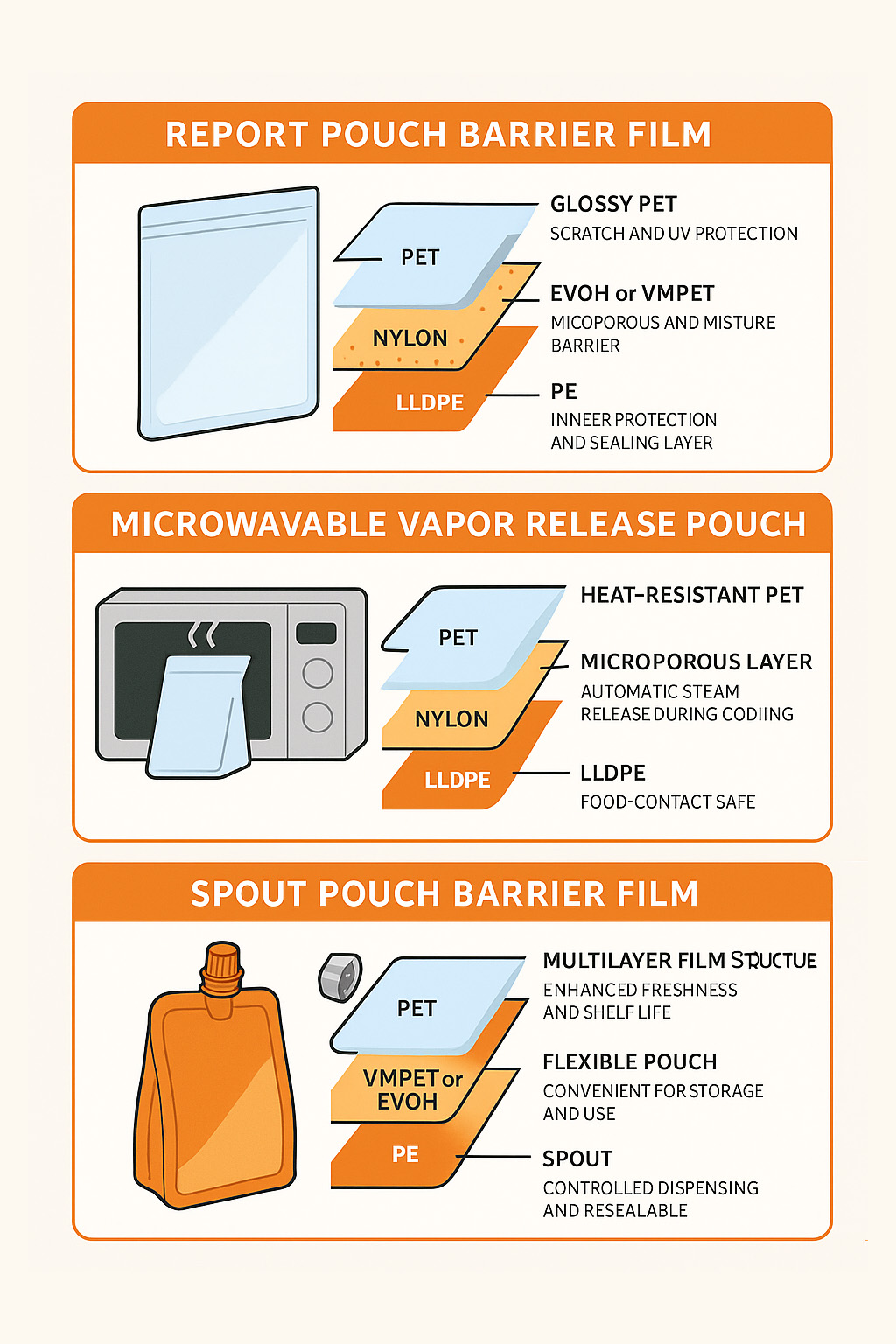
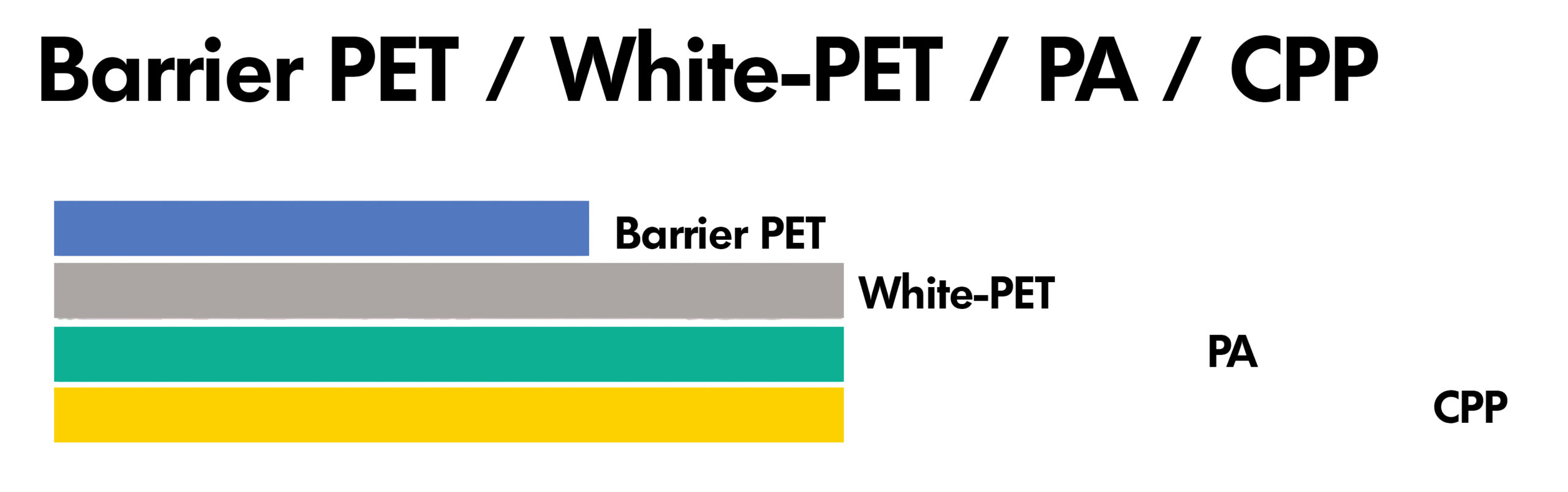
Structure
Optional Functions
Zipper/Spout Attachment Available
Holographic or Matt Printing Available
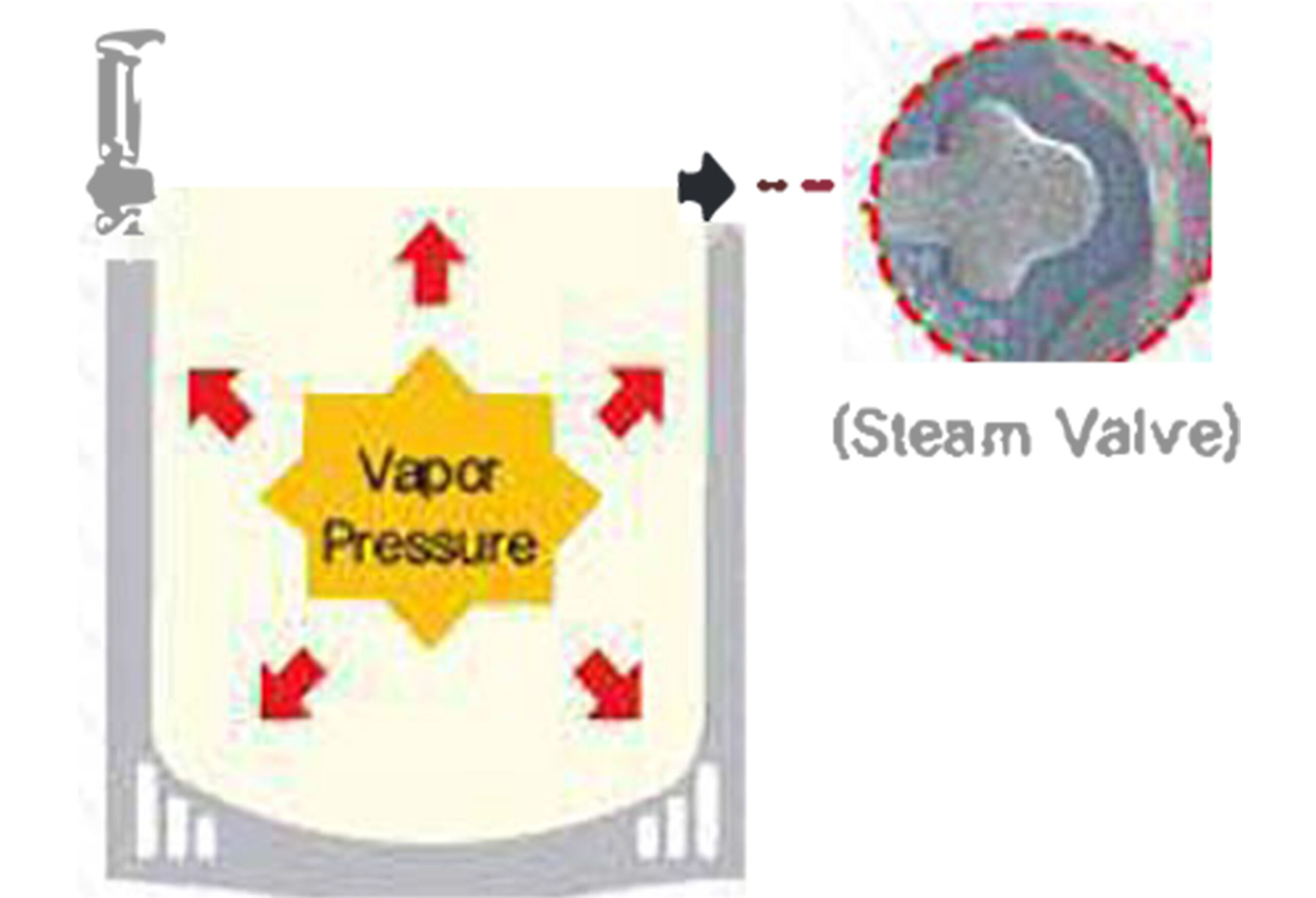
Vapor Release (Self-Venting) Function Available
Microwavable Vapor Release Pouch
"Perfect quality without cost-up"
Definition
It is self-venting microwavable package which can be heated in a microwave without piercing or tearing to vent.
Specifications
Possible for retort processing (under 130’C / 1 hour) & no need pre-open for cook in a microwave
Use cooked rice, soup, sauce and etc.
Steam Valves which are located in at least 2 positions in the pouch.
Cost Saving Effect : Wonji provides self-venting microwavable pouch in the same price as the normal.
Structure
Spout Pouch
"Patent (non-burst) Bulk Spout Pouch"
Definition
The Spout Pouch provides an excellent solution which is able to be replaced for plastic jar for the packaging of liquid and powder products in the foods, detergent and etc.
Specifications
Use liquid and powder products(Beverage, Jellies, detergent, softener and etc.)
Excellent heat seal strength and barrier performance Available up to 4kg quantity
Customized Sizes Available Suitable for manual or automatic filling Unbreakable and no leakage
Low storage and reasonable cost.
Stand up straightly and high transparent.
Environment-friendly
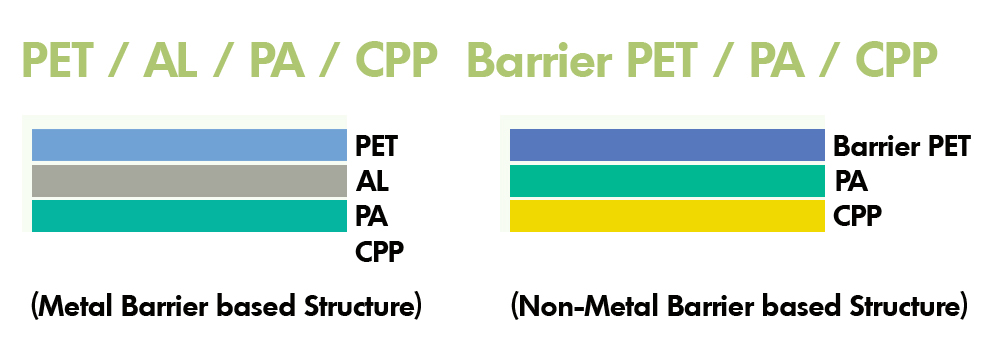
Structure
PET/ AL/ PA/ CPP, Barrier PET / PA/ CPP
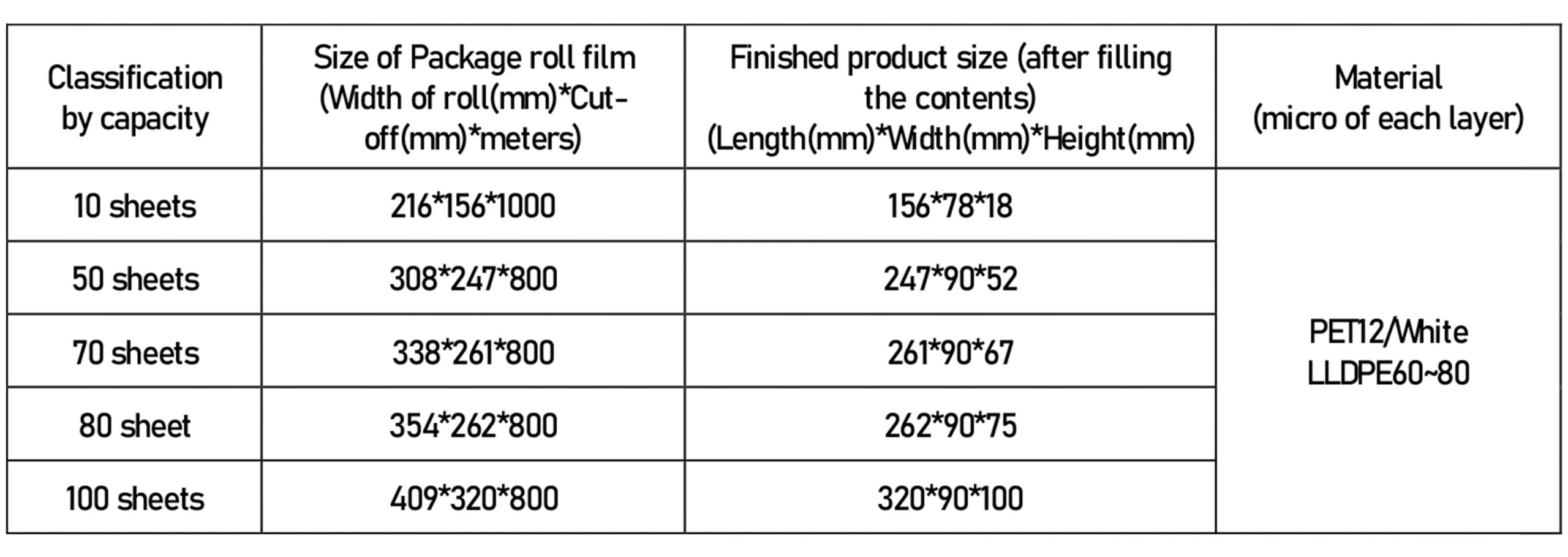
Wet Tissue Packaging Film
"Excellent print quality and moisture retention."
If supplied by automatic roll film, it is a wet tissue packaging film that the customer packs when manufacturing wet tissues.
It has excellent color implementation with gravure printing.
It is blockable using white film.
Quality is stable through various supplies.
Specifications
Application
Want to learn more?
Get in touch and together we can make your project a success
1690 Roberts Blvd., Suite 107B Kennesaw, GA 30144 USA
678 236 0800
678 977 0788
mkim@gepcoinc.com
mikegepco@gmail.com
Specializing in fabrics, hygiene and packaging films, nonwovens, laminates, and diaper tape tabs, we deliver innovative solutions to meet market demands.